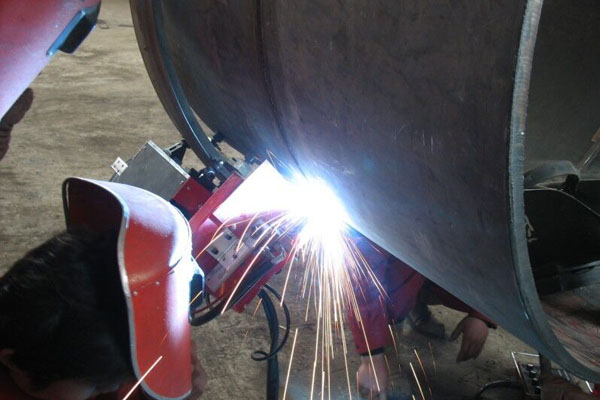
埋弧焊一般是指电弧在焊剂层下燃烧进行焊接的方法,因为从外观上讲,电弧是埋在焊剂层下的,所以叫埋弧焊接。一般用机械自动送进焊丝,在焊接进行时,在焊接区上覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材金属熔化,形成焊缝。
埋弧焊可以采用较大电流,与焊条手弧焊相比,由于没有人工参与焊接过程,所以*大优点是焊缝质量好、焊接速度高,其工效可相当于手工电弧焊的几十倍。因而特别适合焊接大型焊件的直缝和环缝,而且本焊接方式的机械化程度较高,焊缝质量一般不会因焊工的素质下降而变化。已经广泛应用于焊接碳钢、低合金结构钢、不锈钢等。由于熔渣可以降低接头冷却速度,所以有些高强度结构钢、高碳钢也可采用。
缺点:由于使用颗粒状焊剂,同时电流很大,所以埋弧焊一般只能平焊位置操作,不能达到全位置焊。同时操作不灵活,不宜焊接复杂形状的焊缝。
名词解释:M―埋弧焊机 Z―自动焊